

Штамповые кубики
Штамповые кубики — это кованые заготовки, изготавливаемые для верхней и нижней частей штампа.
В соответствии с ГОСТ 7831-55 кубики имеют стандартные размеры (длина х ширина х высота):
Самый маленький — 300×200×140 мм
Самый большой — 950×375×350 мм
Куют кубики из слитков. Каждая заготовка обязательно имеет клеймо с указанием завода-изготовителя, марки стали, габаритов, номера плавки и клеймо ОТК.
Сталь для изготовления должна имеет однородный состав и свойства. Улучшить состав можно с помощью таких процессов как отжиг, нормализация либо закалка с высоким отпуском. Кроме того, проведение предварительной термообработки кристаллизует сталь и структура становится более мелкой и однородной.
Отжиг штампованных кубиков проводят для того, чтобы улучшить обрабатываемость резки, исключить неоднородность структуры и привести в готовность к последующей термообработке.
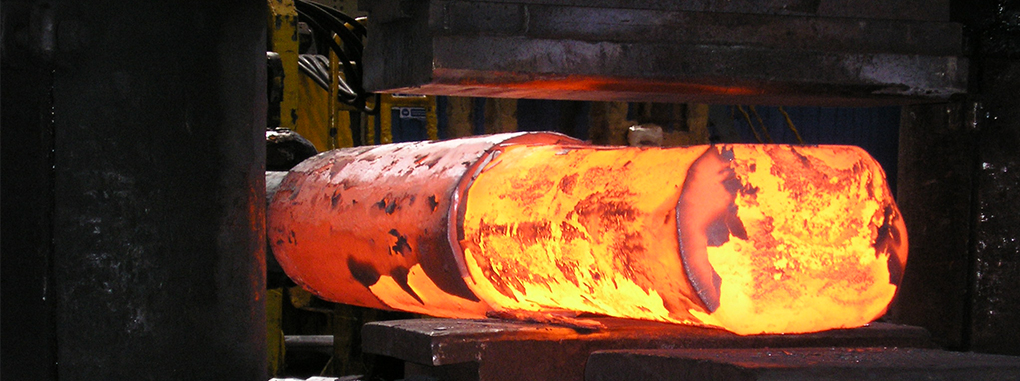
Ковку штамповых кубиков для молотовых штампов производят на молотах либо ковочных прессах. Она отличается тем, что все ее стороны должны быть одинаково деформированы во избежание расположения волокон только в одном направлении. Важным условием здесь также является то, что ось слитка должна быть направлена в одну сторону с продольной осью штампа. Это делается потому что ось слитка забивается неметаллическими частицами. Поэтому лучше, если она будет располагаться по центру штампа, а не по краям.
Закалка и отпуск штампованных кубиков больших размеров осуществляется до механической обработки, а средние и маленькие — после механической обработки. Таким образом, прочность молотовых штампов на основе литых кубиков ни ниже чем у кованных. Использование литых кубиков способствует уменьшению расходов на производство, сокращению расходов металла и затрат на механическую обработку, повышению ее прочности. Включение в литую штамповку титана сделает кристаллизацию стали мельче, она хорошо раскислится и сталь уже не будет так восприимчива к перегреву.





